
Wybierz swójtkanina na ogrodzenie z siatki łańcuchowejna podstawie trzech kryteriów: grubości drutu, rozmiaru oczek i rodzaju powłoki ochronnej.

1. Sprawdź wskaźnik:
Grubość lub średnica drutu to jeden z najważniejszych czynników – pomaga określić, ile stali znajduje się w siatce ogrodzeniowej. Im mniejsza grubość, tym więcej stali, tym wyższa jakość i wytrzymałość drutu. Od najlżejszych do najcięższych, typowe grubości siatki ogrodzeniowej to 13, 12-1/2, 11-1/2, 11, 9 i 6. O ile nie budujesz tymczasowego ogrodzenia z siatki, zalecamy użycie siatki o grubości od 11 do 9. Siatka o grubości 6 jest zazwyczaj przeznaczona do ciężkich zastosowań przemysłowych lub specjalistycznych, a siatka o grubości 11 to ciężka siatka ogrodzeniowa, która lepiej chroni dzieci i zwierzęta domowe.
2. Zmierz oczka siatki:
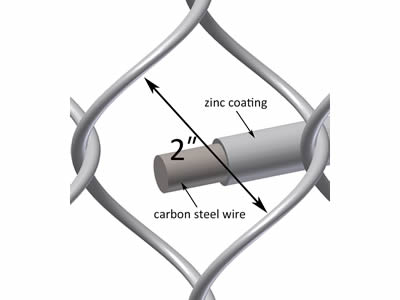
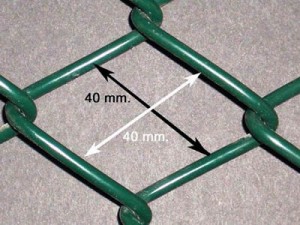
Rozmiar oczek siatki informuje, jak daleko od siebie znajdują się równoległe druty. To kolejny wskaźnik zawartości stali w ogniwie. Im mniejszy romb, tym więcej stali w siatce. Od największego do najmniejszego, typowe rozmiary oczek siatki to 2-3/8″, 2-1/4″ i 2″. Mniejsze oczka, takie jak 1-3/4″, są stosowane w kortach tenisowych, 1-1/4″ w basenach i w przypadku wyższego poziomu bezpieczeństwa. Dostępne są również mini oczka siatki o oczkach 5/8″, 1/2″ i 3/8″.
3. Rozważ powłokę:
Istnieje kilka rodzajów obróbki powierzchni, które pomagają chronić, upiększać i zwiększać wygląd siatki ogniwowej łańcucha stalowego.
- Najpopularniejszą powłoką ochronną dla siatki z ogniwami łańcuchowymi jest cynk. Cynk jest pierwiastkiem samowystarczalnym. Innymi słowy, rozprasza się, chroniąc stal. Zapewnia również ochronę katodową, co oznacza, że w przypadku przecięcia drutu „regeneruje” odsłoniętą powierzchnię, tworząc białą warstwę oksydacyjną, która zapobiega powstawaniu rdzy. Zazwyczaj ocynkowana siatka z ogniwami łańcuchowymi ma powłokę o grubości 1,2 uncji na stopę kwadratową. W przypadku projektów wymagających większej trwałości dostępne są powłoki cynkowe o grubości 2 uncji. Trwałość powłoki ochronnej jest bezpośrednio związana z ilością nałożonego cynku.
- Istnieją dwa główne sposoby ocynkowania (powlekania cynkiem) siatki ogniwowej. Najbardziej powszechną metodą jest ocynkowanie po splocie (GAW), gdzie drut stalowy jest najpierw formowany w siatkę ogniwową, a następnie ocynkowany. Alternatywą jest ocynkowanie przed splotem (GBW), gdzie splot drutu jest ocynkowany przed uformowaniem w siatkę. Istnieją pewne debaty co do tego, która metoda jest lepsza. GAW zapewnia, że cały drut jest powlekany, nawet odcięte końce, a ocynkowanie drutu po uformowaniu również zwykle zwiększa wytrzymałość na rozciąganie gotowego produktu. GAW jest zazwyczaj metodą wybieraną przez większych producentów, ponieważ wymaga wyższego poziomu wiedzy fachowej i inwestycji kapitałowych niż samo splot drutu, a także zapewnia wydajność dostępną tylko przy tej metodzie. GBW jest dobrym produktem, pod warunkiem, że ma rozmiar diamentu, wagę powłoki cynkowej, grubość i wytrzymałość na rozciąganie.
- Na rynku dostępne są również druty ogniwowe powlekane aluminium (aluminizowane). Aluminium różni się od cynku tym, że jest powłoką barierową, a nie ochronną, w wyniku czego odcięte końcówki, zarysowania i inne niedoskonałości są podatne na rdzewienie w krótszym czasie. Powłoka aluminizowana najlepiej sprawdza się tam, gdzie estetyka jest ważniejsza od integralności strukturalnej. Inna powłoka metaliczna, sprzedawana pod różnymi nazwami handlowymi, łączy w sobie ochronę katodową cynku z ochroną barierową aluminium.
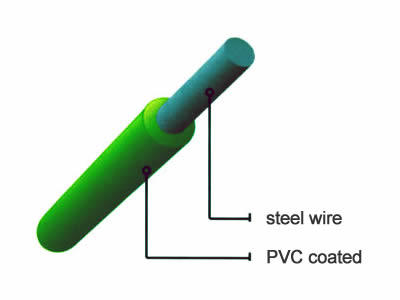
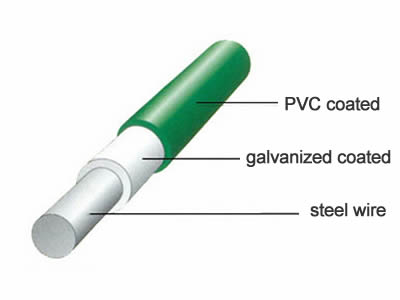
4. Chcesz uzyskać kolor? Poszukaj polichlorku winylu nałożonego dodatkowo na ogniwo łańcucha, oprócz powłoki cynkowej. Zapewnia to dodatkową ochronę antykorozyjną i estetycznie komponuje się z otoczeniem. Te powłoki kolorowe są dostępne w następujących podstawowych metodach powlekania.
Elektrostatyczne malowanie proszkowe to metoda, w której farba jest ładowana maszynowo, a następnie nakładana na uziemiony obiekt za pomocą elektryczności statycznej. Ta metoda powlekania polega na tworzeniu powłoki poprzez nagrzewanie w piecu suszarniczym po nałożeniu powłoki. Szeroko stosowana w technologii dekoracji metali, pozwala na łatwe uzyskanie grubej powłoki i zapewnia piękne wykończenie, dzięki czemu można wybierać spośród różnych kolorów.
Malowanie proszkowe metodą zanurzeniową to metoda, w której perforowana płyta jest umieszczana na dnie pojemnika z farbą. Z perforowanej płyty jest przesyłane sprężone powietrze, aby umożliwić przepływ farby, a następnie podgrzany obiekt jest zanurzany w przepływającej farbie. Farba w złożu fluidalnym jest stapiana z malowanym obiektem pod wpływem ciepła, tworząc grubą warstwę. Metoda powlekania metodą zanurzeniową w cieczy charakteryzuje się zazwyczaj grubością warstwy 1000 mikronów, dlatego jest często stosowana do powłok antykorozyjnych.


Upewnij się, że rozumiesz zarówno grubość gotowego produktu, jak i stalowego drutu rdzeniowego. Produkt wytwarzany w średnicy końcowej 11, co w przypadku większości procesów powlekania oznacza, że stalowy rdzeń jest bardzo lekki – niezalecany do normalnych instalacji z oczkami o rozmiarze od 1-3/4″ do 2-38″.
Czas publikacji: 15 grudnia 2021 r.